蚌埠车床厂家
发布时间:2023-06-24 01:44:52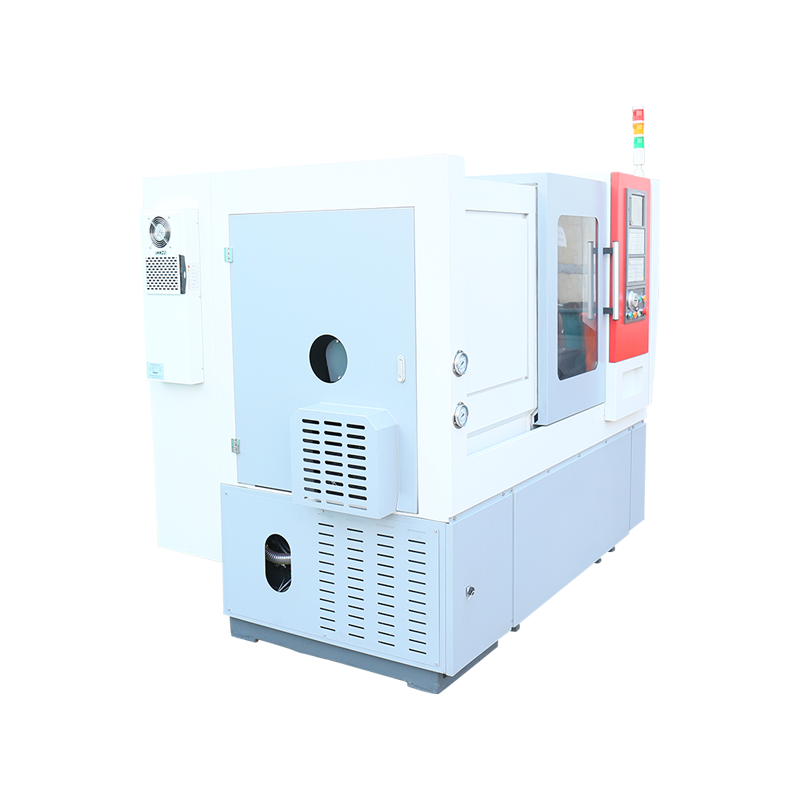
蚌埠车床厂家
伺服系统可以准确的追随或拷贝数控车床工作中的某一全过程,因而还被称作转向系统、反馈调节系统等,是全部数控车床系统的神经中枢系统。数控车床的零部件加工工作中便是伺服系统根据推动数控车床构件来进行的,而零件的生产加工精度也是由伺服系统操纵的(由其本身的电机驱动器丝杠的传动系统精度决策)。在具体的生产加工工作上,数控车床多应用闭环控制系统伺服驱动器走刀系统,该系统在传送数据信号以后丝杠会产生反方向运行,进而会出現短期内的空转情况。空转状况会造成反方向空隙偏差,从而会对零件加工精度导致危害

蚌埠车床厂家
斜床身数控机床加工中心是一种高精度、效率高的智能化数控车床。配备多工位刀塔或驱动力刀塔,数控车床斜床身具有一般的加工特点,可加工平行线柱、斜杆柱、弧、各种外螺纹、槽、涡杆等复杂产品工件,具有平行线补充、弧补充各种补偿效果,刺激复杂部件的实际社会经济效果。斜床身加工中心可选装驱动力数控刀片作用及其8工位数控冲床刀头,可考虑差异必须的加工,适用不同产品、中小批量生产商品的加工;对繁杂、高精度零件更展现其优势。

蚌埠车床厂家
依据产品及生产工艺的规定挑选合理的刀具和刀片。首先将刀片安装在刀杆上,再将刀杆先后安装到刀架上,以后根据刀具干涉和生产加工行程安排图查验刀具安装规格。安装全过程中仍要留意以下几个方面:①安装前确保刀杆及刀片准确定位面清理,没有受损的。②将刀杆安装在刀架处时,应确保刀杆方位恰当。③安装刀具时要注意使尖刀等高过机床主轴的旋转核心。④车床车刀不可以外伸太长,以防干涉或因悬伸太长而减少刀杆的。对于加工中心的全自动换刀设备,可根据程序流程命令使刀架全自动属七和弦。根据[MDI]和[全自动]按键生产加工程序流程均可,也可根据控制面板手动式操纵刀架换刀。
蚌埠车床厂家
因为数控车床的专业化水准较高,在日常维护中,因为维护或查验不合理,就有可能造成产生一定轻度的偏差,促使预置的定位位置和生产的工业设备无法彻底相符合,促使构件的市场定位和规格发生差别,因此必须在日常维护中,确保其偏差自始至终获得合理的操纵,尤其是在组装和维修工业设备时,必须精细化管理的查验机床主轴夹装构件的组装品质。除此之外,因为数控车床常常处在运行時间长度抗压强度高的特性,所形成的发热量比较大,若发热量无法立即释放,就会促使数控车床产生热形变的状况,因而,在日常维护中,必须加强对其的运维管理,确保其解决优良的运行情况,才可以能够更好地防止因为运行超温而造成数控车床形变对准确度产生的危害。

蚌埠车床厂家
切削用量、钻削深层和切削速度这三者被称作切削三要素,即刀具耐用;这三个要素同时危害到零件加工的精度和外表不光滑水平。在零件加工的市场经济体制,大多数挑选比较大的背吃刀量来提高工作效率,可是背吃刀量越大切削速度就越大,这类刀具耐用非常容易引起数控刀片和零件的毁坏,对设备的加工精度导致较大的危害。在零件的精加工环节,对产品的精度规定更为严苛,因此该环节要挑选迅速的切削用量和较小的切削速度,与此同时也要依据具体的背吃刀量预刘出恰当的精度容量。

蚌埠车床厂家
每转进给即数控车床CNC主轴每转一圈,刀具向进给方位挪动的间距,企业为mm/转,主轴每转刀具的进给量用F后面的数值立即命令,用G95相互配合命令,如G95F0.3表明主轴每转一圈,刀具向进给方位挪动0.3mm/转,与一般数控车床的走刀量定义完全一致。其开展的速率随主轴的变动而变化的。针对F作用数值的指定范畴要参考数控车床系统软件使用说明中所明文规定的数值范畴进给设置,不能超过指定的范畴。