湛江数控车床厂
发布时间:2023-06-03 01:46:02
湛江数控车床厂
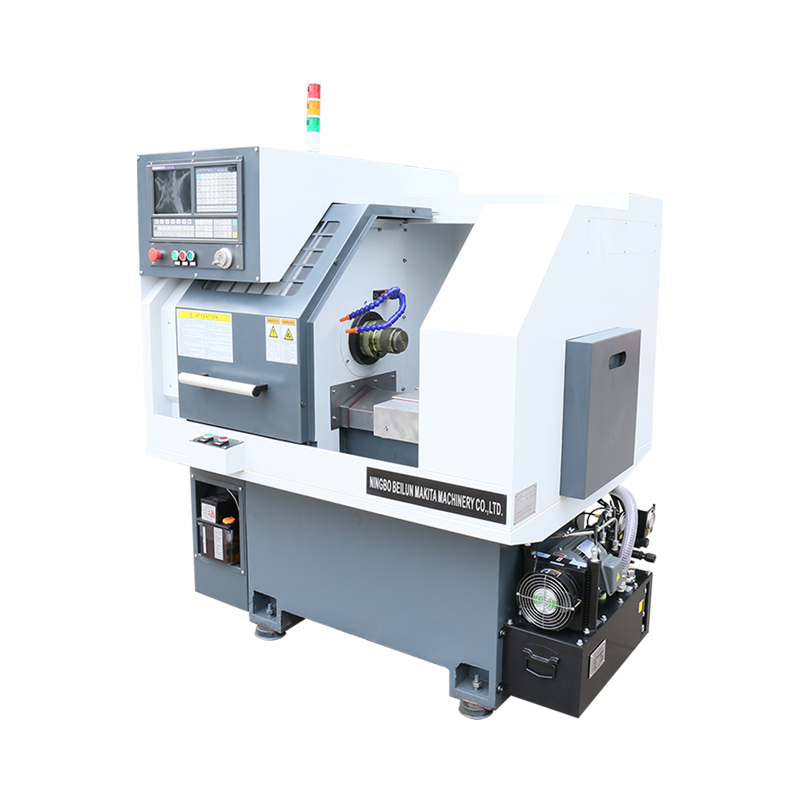
现阶段的机械加工生产制造环节,大家非常重视的便是机械设备螺纹类零部件,螺纹是套筒连接的关键方式。伴随着社会的发展趋势,现阶段的螺纹类零部件的类型也在大幅度的增加,不一样联接标准下所应用的螺纹方式也是不一样的,例如外螺纹、内螺纹、单线螺纹等,还可以依照需求来调节牙距。在数控车床实际操作中,与传统的数控车床螺纹加工方式对比,较具优点的是对刀环节,这也是危害后边加工精密度的至关重要环节。除此之外,在机械加工环节中,铣削是主要的方式,尤其是旋转种类的零部件,加工高效率非常高。在该加工方式执行环节,根据转动活动和铣刀在平行线上的挪动来实现全部加工环节。这也是较为主要的作用,运用也是最常见的。

湛江数控车床厂
因为数控车床的专业化水准较高,在日常维护中,因为维护或查验不合理,就有可能造成产生一定轻度的偏差,促使预置的定位位置和生产的工业设备无法彻底相符合,促使构件的市场定位和规格发生差别,因此必须在日常维护中,确保其偏差自始至终获得合理的操纵,尤其是在组装和维修工业设备时,必须精细化管理的查验机床主轴夹装构件的组装品质。除此之外,因为数控车床常常处在运行時间长度抗压强度高的特性,所形成的发热量比较大,若发热量无法立即释放,就会促使数控车床产生热形变的状况,因而,在日常维护中,必须加强对其的运维管理,确保其解决优良的运行情况,才可以能够更好地防止因为运行超温而造成数控车床形变对准确度产生的危害。
湛江数控车床厂
加工中心的工装夹具关键有液压三爪卡盘和尾座。在工件安裝时,首先依据生产加工工件规格挑选三爪卡盘,再依据其原材料及钻削容量的尺寸调节好三爪卡盘夹爪夹持直径、行程安排和夹紧力。若有必须,可在工件尾座打中心孔,应用尾座时要留意其部位、套筒规格行程安排和夹紧力的调节。工件要留出一定的夹持长度,其外伸长度要考虑到零件的生产加工长度及必需的间距。工件中心尽可能与机床主轴中心线重叠。如所要夹持一部分早已通过生产加工,务必在外面圆上包一层内电层,以避免外圆面损害。
湛江数控车床厂
伴随着当代制造业的发展趋势,生产制造制造业对机床加工的精度规定也愈来愈高,而危害数控车床品质的一个主要要素之一便是热处理。在数控车床工作中环节中,当产品工件的准确度越高时,通常遇热误差的干扰越高。热误差是由数控车床的零部件滚动轴承和电机因为工作中受温或是别的零部件的磨擦触碰所形成的,与此同时机床零部件的摩擦力会造成周边构件造成形变。在我国当代制造业相对性于西方发达国家而言发展比较缓慢,大家对数控车床的热误差了解不足,因而在日常生产制造中多会儿发生热误差。要想降低热误差的造成,就需要从操纵热原逐渐,可以根据修建制冷控制回路来操纵温度差,降低卡路里的发生和散播。

湛江数控车床厂
数控车床的工作原理:活塞杆椭圆形度的加工一般是根据控制电流量用电量来完成系统对主要参数的控制,根据主要参数控制的这一规定,在执行加工操作时,为了更好地可以保证加工活塞杆和体系运作标准的融入,在落实措施操作的情况下,还要采用一定的举措来降低由于温度过多上升所引起的变形缝控制不科学问题。在全面掌握原材料信息后,根据椭圆基数据信号选择定期检查调整反馈处理芯片中的数据信息,在处理操作中,全面收集和整理涡流传感器数据信息信心,在获得两个误差数据信息后,将该信息传输到数控机床操作系统软件。